CFRTPとアルミを「熱膨張」で接合? 成形圧力が強度に与える意外な影響
接着剤・ボルト不要の異種材料接合において、オートクレーブ成形条件が鍵となる理由
輸送機器の軽量化で注目されるCFRTPとアルミニウム合金のマルチマテリアル化。接着剤やボルトを使わずに「CFRTPの熱膨張」を利用して固定する革新的な接合技術において、CFRTP素材自体の「成形圧力」が接合強度を大きく左右することが判明しました。そのメカニズムと最適な条件を解説します。
CFRTPとアルミを「熱膨張」で接合する新技術、強度の決め手は「成形圧力」にあり輸送機器の燃費向上やCO2削減に向けた「軽量化」は、製造業における喫緊の課題です。その解決策として、金属よりも軽く強いCFRTP(熱可塑性炭素繊維強化プラスチック)と、アルミニウム合金などを組み合わせる「マルチマテリアル化」が進んでいます。
しかし、異なる素材をどうやってくっつけるか? これが最大の悩みどころです。ボルトなどの「機械的接合」は重くなり、接着剤などの「化学的接合」は解体が難しくリサイクル性に難があります。
そこで開発されたのが、「CFRTPの熱膨張を利用した接合方法」です。今回は、このユニークな接合方法において、「そもそもCFRTPをどう成形しておくべきか?」という点に着目した研究結果をご紹介します。
接着剤もボルトも使わない「熱膨張接合」とは?
この接合方法は非常にシンプルかつユニークです。
1. 溝を掘ったアルミニウム合金片を加熱する。
2. そこにCFRTP板を挿入する。
3. CFRTPが熱を受け取って板厚方向に膨張する。
4. 膨張したCFRTPが溝の壁面を押し付け、その圧力で強固に固定される。
この手法は、エポキシ系接着剤と同等の強度が出せることが分かっていますが、今回の研究では「挿入するCFRTP自体を作る際の条件(オートクレーブ成形圧力)」が、最終的な接合強度にどう響くかを検証しています。
実験:成形圧力を変えて強度を比較
研究では、CFRTP(PA6樹脂+炭素繊維)をオートクレーブで成形する際、圧力を0MPa〜0.8MPaの範囲で変化させ、それぞれの条件で作った板をアルミ片と熱膨張接合させました。その後、引張試験を行い、どれくらいの力で抜けてしまうか(せん断応力)を測定しました。
結果:0.6MPaが運命の分かれ道実験の結果、明確な傾向が見えてきました。
・低圧成形(0.2, 0.4 MPa): 接合強度は低め(最大せん断応力 4 MPa前後)。
・高圧成形(0.6, 0.8 MPa): 接合強度が約1.75倍に向上(最大せん断応力 7 MPa前後)。成形圧力が0.4 MPaから0.6 MPaに上がる段階で、強度に大きなジャンプアップが見られたのです。
なぜ強度に差が出たのか? 断面を見て判明
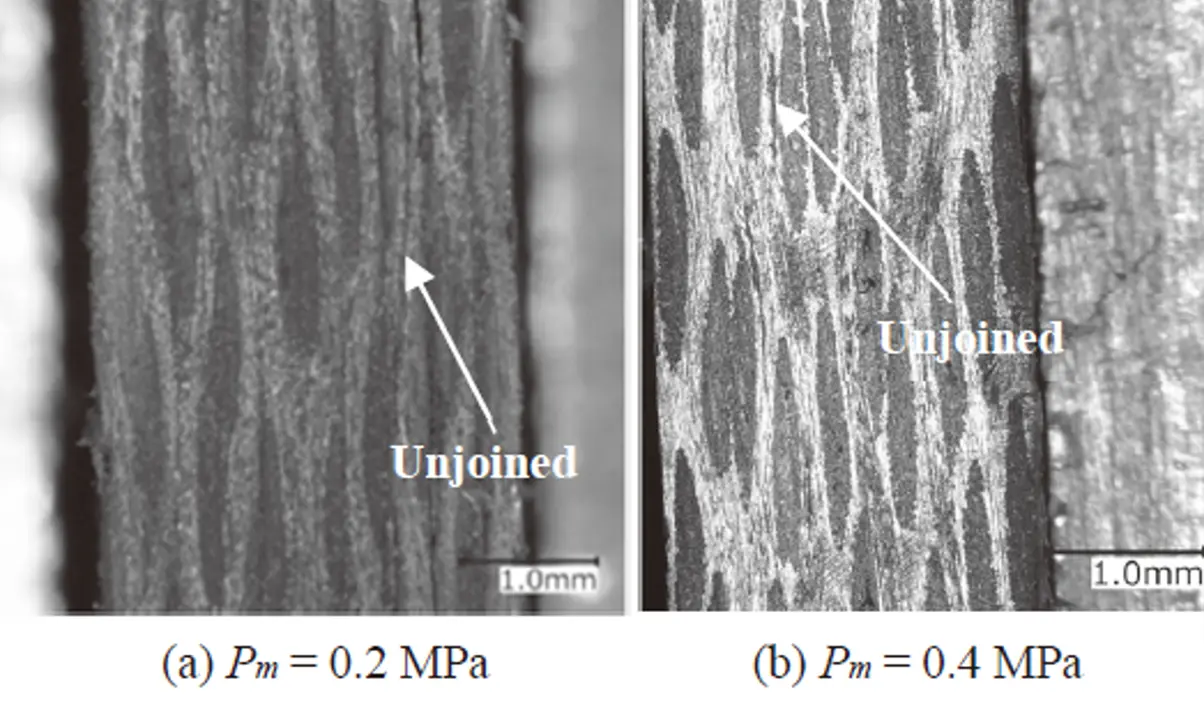
低圧成形の場合(未接着の発生)
圧力が低い(0.2, 0.4 MPa)条件で作られたCFRTPの断面には、炭素繊維と樹脂の間に「未接着(隙間)」が残っていました。 これを加熱して膨張させると、未接着部分がさらに広がり、大きな隙間となってしまいます。結果として、アルミ側の壁面を押し付ける力が十分に伝わらず、強度が低下したと考えられます。
高圧成形の場合(密実な構造)
一方、圧力の高い(0.6, 0.8 MPa)条件では、樹脂と繊維がしっかり密着しており、加熱膨張後も層間の剥離や隙間が見られませんでした。中身が詰まった状態で均一に熱膨張するため、アルミ材に対して高い圧力を発生させることができ、結果として高い接合強度(7 MPa前後)が得られたのです。
まとめ:素材の「仕込み」が接合を制する
この研究から、熱膨張を利用した接合を行う場合、単に加熱温度管理をするだけでなく、「使用するCFRTPが十分な圧力(この実験系では0.6 MPa以上)で成形され、内部に未接着がないこと」が極めて重要であることが分かりました。「膨らんでくっつく」というシンプルな原理だからこそ、膨らむ元となる素材の密度や質が、そのまま結合力に直結するというわけです。
出典
小平 裕也 他, "CFRTP の熱膨張を利用した接合に及ぼすオートクレーブ成形条件の影響", 塑性と加工 vol. 60 no. 705, 2019.
https://www.jstage.jst.go.jp/article/sosei/60/705/60_289/_article/-char/ja/