CFRTPの熱膨張を利用した新しい締結技術:円筒ピンによる金属接合プロセス
テーパ穴の採用による「アンカー効果」と、エポキシ接着剤を超える接合強度の実現
輸送機器の軽量化で注目されるCFRTP(熱可塑性炭素繊維強化プラスチック)。その「熱膨張特性」を逆手に取った画期的な異種材料接合技術を紹介します。SS400鋼板を用いた実験において、テーパ穴形状がもたらすアンカー効果と、既存の接着接合を凌駕する強度特性について解説します。
自動車や航空機などの輸送機器分野において、燃費向上と環境負荷低減を目的とした機体の軽量化は喫緊の課題です。ボルトやリベットによる機械的締結は重量増を招き、接着剤は硬化時間や品質のばらつきが課題となる中、熱可塑性炭素繊維強化プラスチック(CFRTP)の「熱膨張」を利用した新しい接合技術が開発されました。
今回は、CFRTPピンを用いた金属接合プロセスのメカニズムと、接合穴形状(ストレート穴 vs テーパ穴)が接合強度に与える劇的な影響について解説します。
技術のメカニズム:熱による体積膨張を利用
この接合方法は、CFRTPがマトリックス樹脂の融点付近まで加熱された際に、板厚方向(積層方向に垂直な方向)へ体積膨張する特性を利用したものです。プロセスは以下の通り非常にシンプルです。
1.加熱
接合する金属板(本研究ではSS400)を適切な温度(約723K)まで加熱します。
2.挿入
加熱された金属板の穴位置を合わせ、常温のCFRTP円筒ピンを挿入します。
3.膨張と固着
金属板からの伝熱によりCFRTPピンが加熱され、樹脂が溶融すると同時に体積膨張し、穴壁面に密着します。その後、自然冷却により固着します。
実験では、積層方向に垂直な方向(ピンの直径方向)への膨張率は10〜13%に達することが確認されており、これが強力な接合力の源泉となります。
接合穴形状の最適化:テーパ穴によるアンカー効果
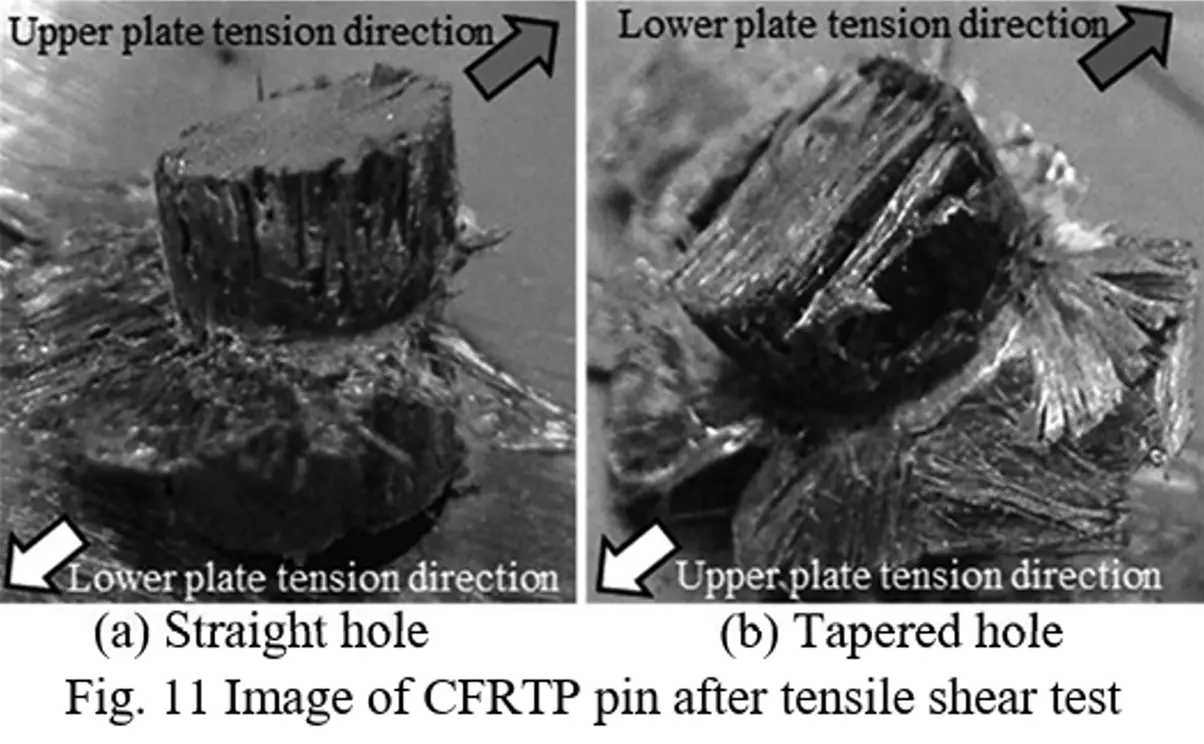
本技術の肝となるのが、金属板側の穴形状です。研究では「ストレート穴」と「テーパ穴(角度3°)」の2種類で比較検証が行われました。
引張せん断試験の結果
テーパ穴を用いた試験片は、ストレート穴に比べて約30%高いせん断強度(約45MPa)を示しました。特筆すべきは、この強度がSS400のエポキシ接着剤による重ね合わせ継手の強度(約20〜24MPa)と比較して、2倍近い値であるという点です。
十字引張試験の結果
さらに顕著な差が出たのが、剥離方向の力がかかる十字引張試験です。テーパ穴の引張強度はストレート穴の約2.6倍(13MPa)を記録しました。
強度向上の要因
ストレート穴の場合、接合力は主に熱膨張による穴壁面への密着(摩擦力・接着力)に依存します。 一方、テーパ穴の場合、加熱時に膨張したCFRTPがテーパ形状に沿って変形・固化します。これにより、ピンが抜けようとする際に幾何学的な抵抗(アンカー効果)が生まれ、高い強度が発現したと考えられます。
断面観察においても、テーパ穴ではピン内部にボイド(気泡)が分散している様子が確認されており、これは樹脂がテーパの隙間を埋めるように流動・膨張した証拠と言えます。
まとめ:異種材料接合の新たな可能性
本技術は、CFRTPピンを単なる留め具としてではなく、熱で形状を変化させるアクティブな接合媒体として利用するものです。特にテーパ穴を組み合わせることで、以下のメリットが得られます。
高強度
エポキシ接着剤を凌駕するせん断強度。
軽量化
金属ボルトからの置換による軽量化。
プロセス
ボルト接合のような部品点数の増加や、接着剤のような長い硬化時間を必要としない。
この技術は、CFRTPと金属という異種材料接合(マルチマテリアル化)を推進する上で、非常に有用な選択肢となり得るでしょう。